 български
български-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese - български
-
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


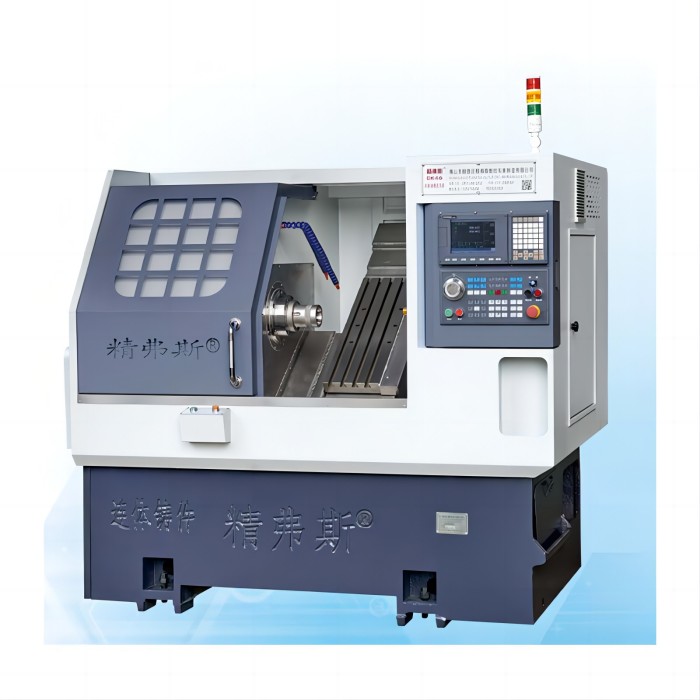
Изисквания на машинните инструменти на ЦПУ за механична структура
Основната структура наCNC машинни инструментиИма следните характеристики:
1) Поради използването на високоефективни непрекъснато вретена с променлива скорост и серво предаване, ограничената структура на предаване на машинните инструменти на ЦПУ е значително опростена и веригата на предаване е значително съкратена;
2) За да се адаптира към непрекъсната автоматизирана обработка и подобряване на производителността на обработката, механичната структура на машинните инструменти на ЦПУ има по -висока статична и динамична скованост и затихване на точността, както и по -висока устойчивост на износване и по -малка термична деформация;
3) За да се намали триенето, елиминирайте просветката на предаването и получаване на по-висока точност на обработка, се използват по-ефективни компоненти за предаване, като двойки с топка винта и водачи за търкаляне, двойки за предаване на предавка и т.н.
4) За да се подобрят условията на труд, намаляване на спомагателното време, подобряване на операцията и подобряване на производителността на труда, се използват устройства за автоматично затягане на инструменти, списания с инструменти и устройства за автоматично смяна на инструменти и устройства за автоматично премахване на чипове.
Според приложимите случаи и структурните характеристики на машинните инструменти на ЦПУ се излагат следните изисквания за структурата на машинните инструменти на ЦПУ:
1. По -висока статична и динамична твърдост на машинния инструмент
CNC машинни инструментисе обработват автоматично според инструкциите, предоставени от CNC програмиране или ръчно въвеждане на данни. Тъй като грешката на позициониране, причинена от геометричната точност и деформация на механичната структура (като леглото на машинния инструмент, водещите релси, работната таблица, държача на инструмента и вретеновата кутия и т.н.), не може да се регулира и компенсира в рамките на обработката, еластичната деформация на компонентите на механичната структура трябва да бъде контролирана в малка граница, за да се осигури необходимата акулиса на обработката и качеството на повърхността. Под въздействието на вътрешни и външни източници на топлина, различните части на машинния инструмент ще претърпят различни степени на термична деформация, което ще унищожи относителната връзка на движението между детайла и инструмента, а също така ще причини тримесечния спад на машинния инструмент. За машинните инструменти на ЦПУ, тъй като целият процес на обработка се контролира от изчислени инструкции, влиянието на термичната деформация е по -сериозно. Тежък. За да се намали топлинната деформация, следните мерки обикновено се приемат в структурата на машинните инструменти на ЦПУ: (1) намаляване на генерирането на топлина; (2) повишаване на контролната температура; (3) Подобряване на механизма на машинния инструмент.
3. Намалете триенето между движенията и премахване на просвета за предаване
Преместването на работната маса за машинен инструмент CNC (или слайд) е еквивалентно на малка единица в единадесет импулса и обикновено се изисква да се движи с основната скорост. За да може работната таблица да отговори точно на инструкциите на устройството с ЦПУ, трябва да се предприемат съответните мерки. Понастоящем има очевидни разлики в характеристиките на затихване на триенето на често използваните плъзгащи се водачи, водачи за търкаляне и хидростатични водачи. Използвайте винтове за топка вместо плъзгащи се водачи в захранващата система Същият ефект може да се постигне и с оловния винт. Понастоящем CNC машинните инструменти почти всички използват трансмисия с топлен винт. Точността на обработка на машинните инструменти на CNC (особено системата с отворен контур CNC машинни инструменти) зависи до голяма степен от точността на веригата за предаване на подаване. В допълнение към намаляването на обработващите грешки на предавките и винтовете за топка, друга важна мярка е да се използва двойка за безпроблемна трансмисия. За кумулативната грешка на стъпката на топката на топката обикновено се използва импулсно компенсационно устройство за компенсация.
Живот и прецизно задържане на машинни инструменти
4. За да се подобри живота и прецизното задържане на машинните инструменти, устойчивостта на износване на частите на CNC машината трябва да бъде разгледана напълно по време на дизайна, особено именно устойчивостта на износване на основните части засяга напредъка, като например релсите на машинните инструменти, компонентите на Servo Servo Servo и др. По време на употреба, смазването на всички части на машинния инструмент на CNC трябва да бъде осигурено да бъде добре.
5. Намаляване на спомагателното време и подобряване на оперативните показатели
В обработката на еднократноCNC машинни инструменти, Спомагателното време (не-чип време) представлява голяма част. За по -нататъшно подобряване на производителността на машинните инструменти е необходимо да се предприемат мерки, за да се сведе до минимум спомагателното време.
Понастоящем много инструменти на CNC машини са приели множество вретена, множество държачи за инструменти и автоматични смяна на инструменти със списания с инструменти, за да намалят времето за промяна на инструмента. За машинните инструменти с ЦПУ с увеличена консумация на чипс, структурата на леглото трябва да е благоприятна за отстраняването на чип.
Изпратете запитване


X
Ние използваме бисквитки, за да ви предложим по-добро сърфиране, да анализираме трафика на сайта и да персонализираме съдържанието. Използвайки този сайт, вие се съгласявате с използването на бисквитки от наша страна.
Политика за поверителност